








有效延缓闪锈 | 环保、节能新材料
前处理工艺 - 喷砂磨料碳钢件喷砂后闪锈是大部分表面处理公司遇到的问题,尤其在相对湿度较大的工作环境下,涂覆工序必须在喷砂后及时进行。美国新研发的一款砂丸,不含油质,灰尘量低,净化效果优异,还能有效延缓铁质工件喷砂后返锈。
两块碳钢板同时放置在室外3天,期间偶有下雨:


不含油质,灰尘量低,有效延缓铁质工件喷砂后返锈,解决行业痛点
大大降低喷砂机玻璃及喷砂防护面罩的磨损,减少更换频率,提高工作效率
能迅速击破厚厚的粉末涂层,19秒内清理完成,效率远超碳化硅磨料
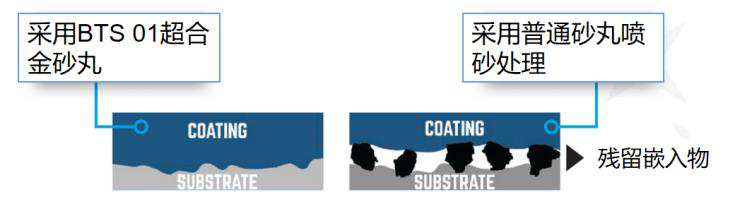
喷砂后表面不含可能引发锈斑的嵌入颗粒,达到极高洁净度
| 型号 | 适用场景 | 推荐气压 | 适用膜厚 |
|---|---|---|---|
| 20/70 (大颗粒) | 厚涂/高硬度涂层、去锈/氧化皮、石材切割雕刻 | ≥90 psi | >200 µm |
| 40/70 (中颗粒) | 通用型磨料、中高膜厚涂层、去锈/氧化皮 | ≥90 psi | >40 µm |
| 70/100 (小颗粒) | 专用表面处理磨料、低膜厚涂层 | 根据应用 | >10 µm |
美国喷涂厂对专用挂钩进行清洁修理,需要去除高厚度、高硬度粉末涂层。使用碳化硅磨料喷砂几分钟效果不佳。



喷射出来的砂丸能迅速击破厚厚的粉末涂层,整个钩子在 19秒 内被迅速清理干净,供重新涂覆。
美国工业服务承包商对反应釜进行维修,需要去除高厚度、高硬度的铬硫层。使用碎玻璃渣喷砂效果缓慢,有些部位完全无法处理。



研磨及消减沥青的钻头(碳化钨材质)使用后需要喷砂去除表面碳化层。
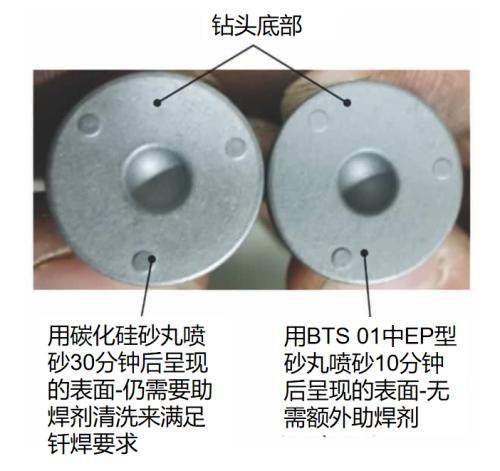
| 碳化硅磨料 | 30-60分钟,需要助焊剂清洁 |
| BTS 01 EP | 10分钟,无需助焊剂 |
表面处理时间缩短 67%,钎焊成功率更高。
